

Come aspirare materiali pesanti con un aspiratore industriale ad alto vuoto
Quando si parla di aspirazione industriale, aspirare materiali pesanti come ghiaia, sabbia, fanghi o residui metallici può rappresentare una vera sfida… in questi casi, serve una tecnologia in grado di garantire potenza, affidabilità e continuità operativa: la pompa a lobi, cuore degli aspiratori industriali ad alto vuoto.
L’esigenza: aspirare materiali pesanti in modo sicuro ed efficiente
Nell’industria meccanica, nelle fonderie, nei cementifici o nei cantieri edili, la gestione di materiali solidi e ingombranti richiede soluzioni di aspirazione industriale che combinino forza e precisione.
Quando il materiale è molto pesante o distante dal punto di aspirazione, la depressione diventa la caratteristica sostanziale da valutare e solo la pompa a lobi è in grado di creare livelli di depressioni tali da rendere l’attività veloce ed efficiente.
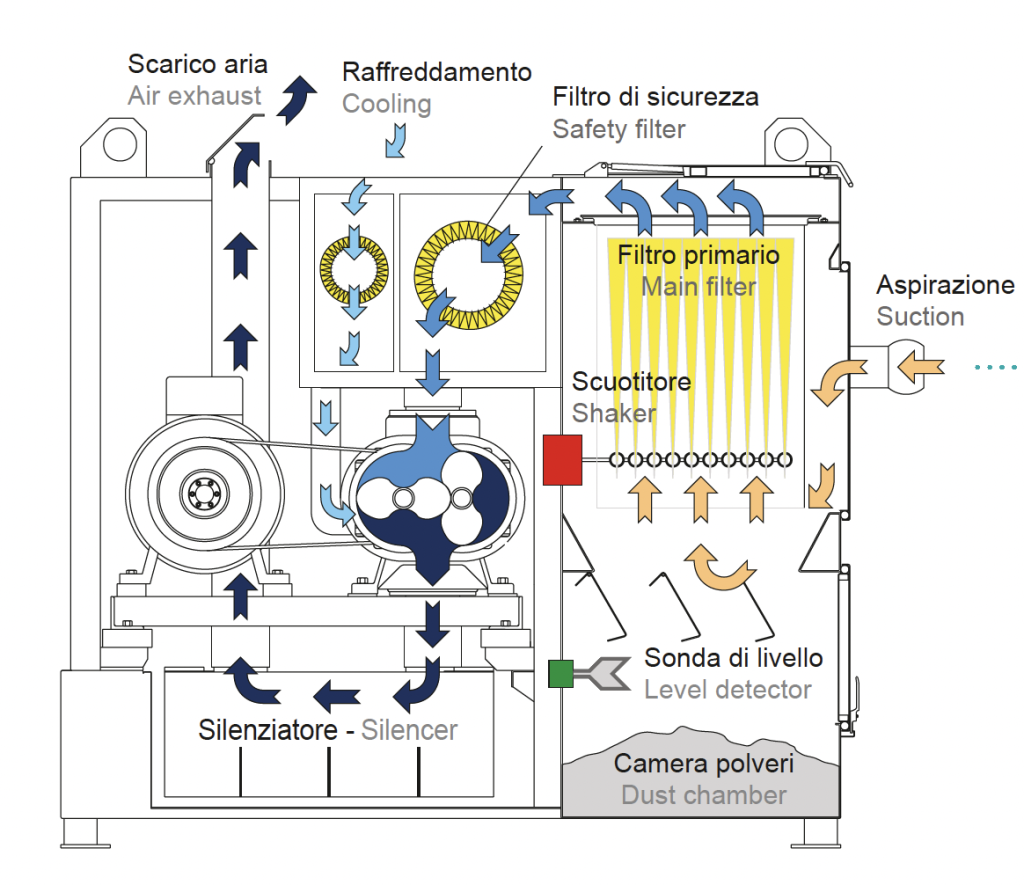
Come funziona un aspiratore ad alto vuoto con pompa a lobi
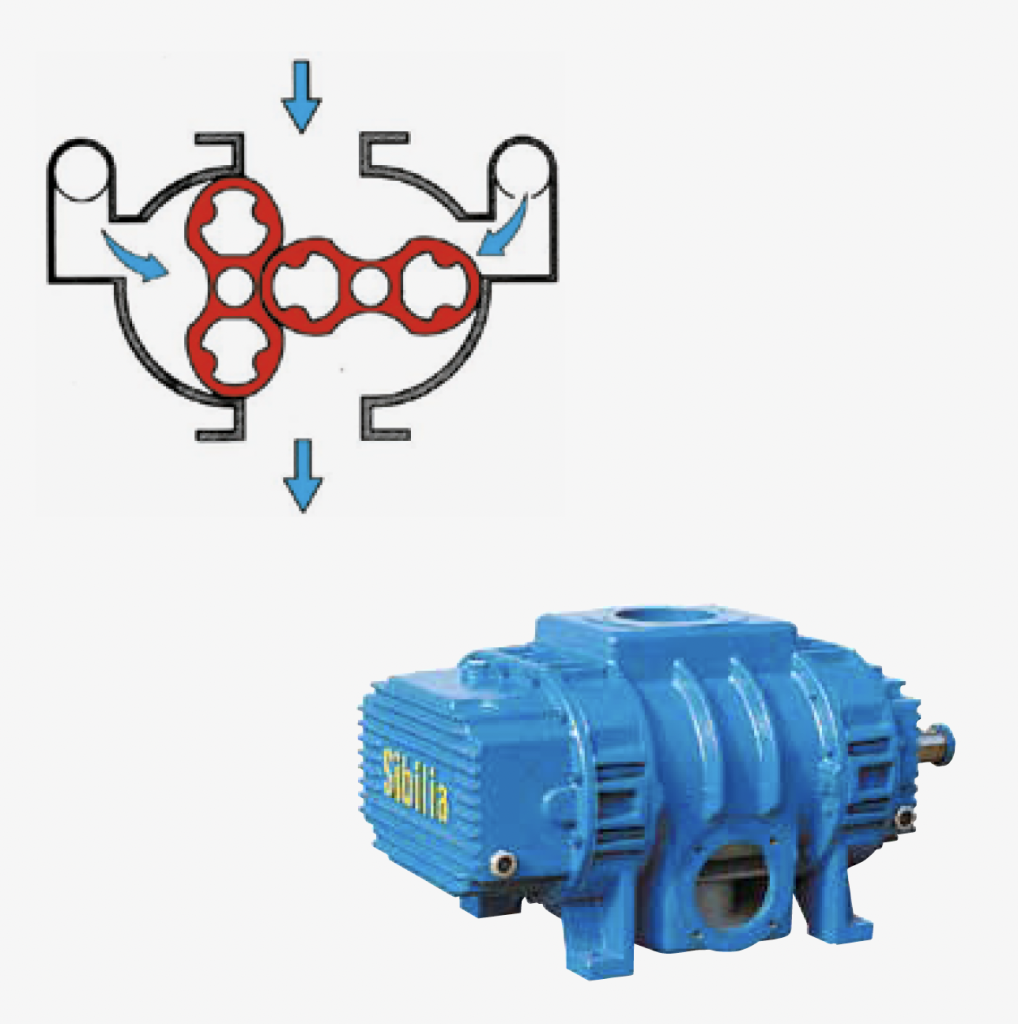
Funzionamento pompa a lobi
La pompa a lobi è un sistema di compressione dell’aria senza contatto meccanico interno, in cui due rotori controrotanti generano un flusso costante e potente.
Questa soluzione consente di raggiungere elevati livelli di depressione e portata d’aria, garantendo una forza di aspirazione continua anche su distanze elevate.
Rispetto ai sistemi tradizionali, gli aspiratori industriali con pompa a lobi offrono:
- Alte prestazioni di vuoto per movimentare materiali pesanti o densi.
- Affidabilità e durata nel tempo, grazie al sistema di autorraffreddamento della pompa.
- Versatilità di impiego, ideale per la pulizia industriale profonda o il trasferimento di materiali tra reparti o silos.
- Riduzione dei tempi di fermo macchina, grazie a un sistema filtrante ad alta efficienza con filtri a tasche e cartucce di sicurezza.
Aspirazione in cantiere e in impianto: un’unica soluzione per molte esigenze

Gli aspiratori industriali ad alto vuoto con pompa a lobi sono utilizzati in molte applicazioni, dalle linee produttive ai grandi cantieri di manutenzione o bonifica.
Possono recuperare materiali pericolosi, trasferire residui pesanti in Big Bag o silos, oppure mantenere pulite le aree di lavoro, migliorando la sicurezza degli operatori e l’efficienza complessiva del sito.
Grazie alla loro potenza, queste macchine permettono di:
- Aspirare materiali pesanti come detriti, sabbia, ghiaia e fanghi.
- Lavorare su tubazioni lunghe e complesse, senza perdita di efficienza.
- Operare in ambienti difficili o soggetti a elevata polverosità.
- Ridurre i costi di manutenzione e di smaltimento.
Il Pre-separatore: la chiave per un sistema efficiente
 Un altro elemento fondamentale nei sistemi di aspirazione industriale ad alto vuoto è l’uso dei pre-separatori.
Un altro elemento fondamentale nei sistemi di aspirazione industriale ad alto vuoto è l’uso dei pre-separatori.
Si tratta di contenitori ciclonici che permettono di separare i materiali pesanti o voluminosi prima che raggiungano il filtro principale, prolungando così la vita utile dell’impianto e mantenendo costante la capacità di aspirazione.
Disponibili in varie dimensioni e configurazioni (anche forcabili o su ruote), i pre-separatori migliorano l’efficienza complessiva e consentono di gestire in modo ordinato lo stoccaggio del materiale raccolto.
Oltre a questo, i sistemi possono essere personalizzati in base alle esigenze operative:
- In versione fissa, per creare impianti centralizzati collegati alle linee produttive.
- In versione mobile, installati su carrelli o camion, ideali per la pulizia e l’aspirazione in cantiere o in aree esterne.
Questa flessibilità consente di progettare soluzioni su misura, in grado di garantire massime prestazioni di aspirazione industriale in ogni contesto operativo.
I vantaggi della pompa a lobi per l’aspirazione industriale
 Adottare un sistema di aspirazione industriale ad alto vuoto con pompa a lobi significa investire in:
Adottare un sistema di aspirazione industriale ad alto vuoto con pompa a lobi significa investire in:
- Potenza costante anche nelle condizioni più gravose.
- Efficienza energetica, grazie al rendimento ottimizzato della pompa.
- Sostenibilità, perché i materiali aspirati possono essere recuperati e riutilizzati nel ciclo produttivo.
- Affidabilità e sicurezza, anche per l’aspirazione in cantiere o in ambienti a rischio esplosione (con versioni certificate ATEX).
La scelta della tecnologia di aspirazione giusta fa la differenza
Noi di ISC sappiamo che ogni ambiente industriale presenta sfide uniche: materiali difficili da movimentare, spazi complessi, esigenze di sicurezza e continuità operativa.
Siamo attenti a selezionare solo soluzioni di aspirazione industriale in grado di offrire risultati concreti e duraturi.
Per questo motivo, tra i nostri partner c’è Sibilia, azienda italiana con oltre 80 anni di esperienza nella produzione di aspiratori industriali ad alto vuoto.
La qualità della costruzione delle macchine e la potenza di aspirazione delle pompe a lobi rendono le soluzioni Sibilia tra le più affidabili sul mercato internazionale.
Hai un cantiere edile, una fonderia, un’industria meccanica, un cementificio? Contattaci, noi di ISC sapremo indicarti il prodotto più idoneo alle tue esigenze di aspirazione.







